
以下是:高温无缝钢管规格尺寸的产品参数高温无缝钢管规格尺寸,盈信通钢铁贸易销售有限公司专业从事高温无缝钢管规格尺寸,联系人:路月海,电话:15922223001、15922223001,QQ:798582123,发货地:北辰经济开发区盈信通达钢铁会所发货到辽宁省 鞍山市 铁东区、立山区、千山区、台安县,以下是高温无缝钢管规格尺寸的详细页面。 辽宁省,鞍山市 鞍山市地处中国东北地区、辽宁中部、辽东半岛中部、环渤海经济区腹地,位于沈大黄金经济带的重要支点,辽中南城市群与辽东半岛开放区的重要连接带,是沈阳都市圈副中心城市和具有地方立法权的较大的市,也是中国钢铁工业城市,有着“共和国钢都”、“中国钢铁工业摇篮”的美誉。
走进真实的场景,感受产品的独特魅力!我们的高温无缝钢管规格尺寸视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。以下是:高温无缝钢管规格尺寸的图文介绍
辽宁鞍山盈信通钢铁贸易销售有限公司位于中国 大棚管名城 - 辽宁鞍山,借助周边地区的经营理念和自身不断的科技创新,辽宁鞍山盈信通钢铁贸易销售有限公司近年来在 大棚管行业中飞速发展。作为一家集研发、生产、销售为一体的 大棚管生产厂家,拥有一批的研发团队,高素质的技术人员和管理人才,并有生产加工和检测设备。
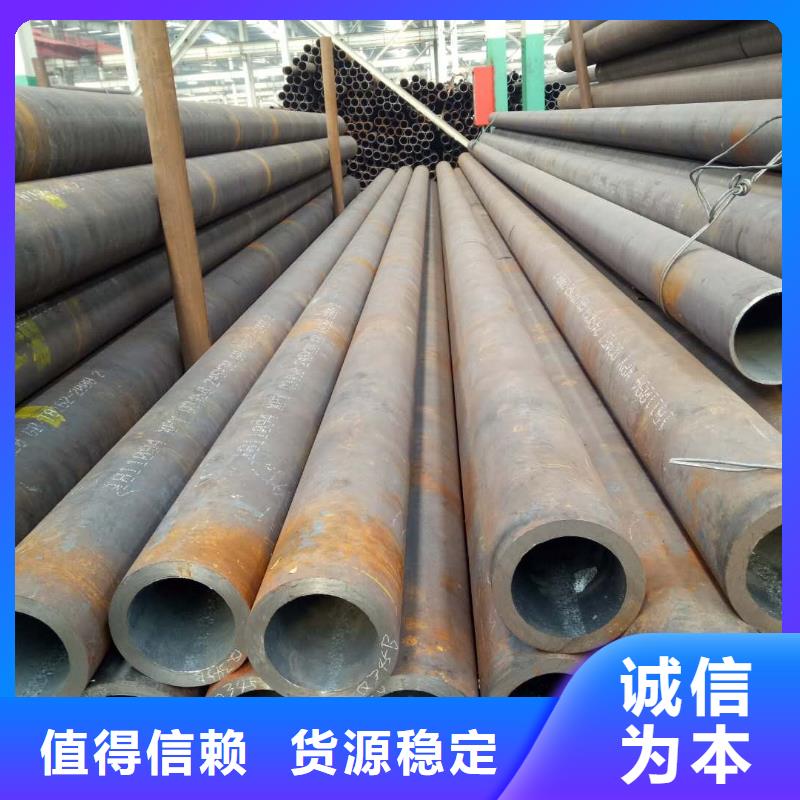
广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。 无缝管在制作的过程中,是比较繁琐的,也是比较严谨的。在无缝管生产出来以后,也要进行一定的试验,那你知道无缝管压扁试验方法以及步骤吗?接下来,无缝管小编为大家分享一下。 一、压扁试样: 1、试样从外观检查合格的无缝管任意部位切取,试样应为管产品的全载面管段。根据不同的目的,将材料及其工件加热到适宜的温度,保温,随后用不同方法冷却,改变其内部组织,以获得所要求的性能。钢的热处理通常分为退火、正火、淬火、回火、失效以及化学热处理和真空热处理等。
通过热处理,可以提高钢的使用效能或寿命,在某些情况下也可使较廉的一般金属材料代替较昂贵的特殊材料。断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的大缩减量与原始横截面积的百分比。试样压扁速度可采用20-50mm/min.出现争议时,压板的移动速率不应超过25mm/min。 2、要根据有关标准规定,或双方协议确定压板距离H H——力作用下两压板之间的距离单位mmt——钢管公称管壁厚度单位mm b——压扁后试样的内宽度单位mmD——钢管公称外径单位mma——常数、由相关标准规定一般值取为0.07、0.08、0.093、将试样置于两平行压板之间。
燃料为氢气或乙炔。炉内温度控制是关键性的问题。圆管坯出炉后,要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。 板距离的能力。压板应具有足够刚度。并能控制试验所要求的速率范围内。 三、试验条件及作程序: 1、试验一般应在10℃~35℃的室温范围内进行。对要求在控制条件下进行的试验,试验温度应为23℃±5℃。 冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5~75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。
yxtda2222要求热处理状态交货的应在合同中注明,未注明者按不热处理交货。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工,成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。3、专门用途的无缝管有锅炉用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。q345b无缝钢管生产的时候加入一些其他元素也是钢管性能的主要方式.q345b无缝钢管实际上是相对于焊缝焊管而言的.因为这种管道生产方式更加的特殊,所以这种管道的表面是没有任何焊接缝隙的,因此相比于直缝焊管以及螺旋焊管等等钢制管道。
这样在较短的时间内使钢管增粗,用来生产非标、特殊型号的热轧管,这种热扩钢管成本低,生产效率高。但是这种热扩钢管在机械性能上比热轧钢管稍差些。热扩钢管因为其合理的工艺,较低的能源消耗,良好的品质越来越受到大家的认可,热轧钢管由于生产大口径时成本过高,基本都是采购用来重要部位,所以美标无缝管热轧与热扩,取决于使用部位及价格综合考虑。无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。根据不同的目的,将材料及其工件加热到适宜的温度,保温,随后用不同方法冷却,改变其内部组织,以获得所要求的性能。
随后,在当今的不锈钢表面处理时,所被广泛才用的操作流程如下:
一、作业场所、设备、工具的选择
1.操作场所及环境:钝化液作业必须在通风良好的场地进行;不能在密闭车间、有火源、高危区域及空气污染比较严重的场所作业。
2.槽体材料:具有耐酸、碱、耐腐蚀的塑料,或者化工专用塑料槽体。
3. 夹具或挂具材料:具有耐酸、碱、耐腐蚀的塑料,钛、不锈钢316。
4.过滤:有必要使用(增加钝化液的使用寿命)。
5. 加热:除油建议使用超声波加温超声清洗;活化、钝化一般不需要加温处理。
6. 排风装置:为了工人的,建议使用。
7. 劳保用具:工人在操作时需配带胶手套及口罩等化学品使用时的常用保护用具。
二、操作过程中的要求如:
1.前处理:根据工件加工状况需先去油污、除腊、除锈、焊斑、氧化层等,确保表面洁净;如工件表面已处理或经过电解抛光、化学抛光、研磨抛光清洗等表面超洁净产品,可省略操作工艺中清洗、漂洗、活化三部分,直接进行钝化处理。
2.建浴:在初次建浴与更换钝化液时需将槽体彻底清洗干净;钝化槽在清洁槽体后需擦干槽体内残留的水份;防止药液不纯,保持原液使用,不参与任何其他物质。
3. 钝化:被处理工件需全部浸没在钝化液中,浸没时间为30~60min或以上,长不超过4H。
4. 漂洗:漂洗用水可以选择自来水或纯水,不可以选择井水或其它水源;如果选择自来水漂洗时,建议后用氯离子含量小于25PPM的清水(纯净水或过滤的水)浸泡漂洗3-5min。
5. 中和:用5%氢氧化钠中和处理(工件结构复杂、有深孔、盲孔、细缝等必需经中和处理)。
6. 干燥:钝化后的工件可以自然干或烘干,烘干使用温度为80~100℃左右,建议不超过120℃。
7. 封闭:被处理工件要求更长盐雾测试,建议使用封闭处理。
8.注意:被处理工件需全部浸泡在钝化液槽体中。如单个产品细小,需要在钝化15min左右,翻动产品。
9. 维护:禁止碱性物质带入到钝化槽中,尽量不要把水带入钝化槽中,以保持钝化液的使用寿命。不锈钢电解抛光处理可以使整个不锈钢件表面光亮度均匀,光泽持久,外观漂亮美观。同时可以大大不锈钢制品的附加值。这也是越来越多不锈钢制品选择不锈钢电解抛光工艺的原因。然而有电解抛光不锈钢制品的朋友询问不锈钢电解抛光亮度不均匀怎么解决?
不锈钢电解抛光技术并不是大家想象中的或是在网上查些资料就能抛光加工出漂亮产品那么简单的。首先,不锈钢电解抛光的配套设备要设计合理,并且操作人员需要有经过专业的技术培训,方可上岗操作。其次,也是主要的,可以直接影响抛光亮度和整体效果的不锈钢电解抛光液。yxtda2222
关于不锈钢电解抛光的配套设备,建议大家选择正规的专业技术好的厂家订做。我公司从事电解抛光设备的生产制作已有四十余年了,工艺成熟,设计科学、合理,方便生产。不仅可以为客户上门量身订做整套电解设备,建批量生产线的同时,还派专业技术人员为厂家培训操作人员,近几年,我公司还应市场和广大客户朋友的需要,开设不锈钢等金属抛光加工厂,可承接各种形状及各种金属的表面抛光加工业务。
不锈钢电解抛光液的成本配比,在网上可以说一搜就出来很多,众说纷纭,但其实真正实用的配方却是不可能在网上找到的。有很多客户来电说自己的药水是买的配方回来自己配比的,还有的是买的添加剂自行配比的……待设备装好,试产的时候才发现问题多多,要么是电解整个产品表面麻点不断,要么光亮度根本达不到要求,更有甚者根本就电不亮产品,或都是部分亮,部分不亮,很是头疼。提醒大家,不要贪图便宜,如果你不是专业的人事,那么好不要听一些厂家卖配方或添加剂,这样不仅没办法保证效果,更谈不上抛光质量了。如果电解液的配比出了问题,在抛光过程便常会出现以上问题。所以,不锈钢电解抛光亮度不均匀怎么解决?这个问题就很明显了,因为设备如何设计不合理,那么我们可请专业的厂家进行修改。但是药水质量如果有问题,那么就只能更换药水了。
高温无缝钢管规格尺寸,盈信通钢铁贸易销售有限公司为您提供高温无缝钢管规格尺寸产品案例,联系人:路月海,电话:15922223001、15922223001,QQ:798582123,发货地:北辰经济开发区盈信通达钢铁会所。









